Cannes à mouche en bambou refendu
- Construction
- Construisez vous même votre canne à mouche
- Les Etapes
- La sélection
- La première découpe
- Le tierçage
- Le dégrossissage
- La trempe
- Le gabarit de finition
- La taille définitive
- L'allègement
- Les colles
- Le collage
- Le dressage
- Le montage

- Finitions
- Poignées
- Anneaux et ligatures
- Vernis
- Cannes achevées
- Action des cannes et profils

- Sites Amis
- English
 Bamboo Fly Rod Building
Bamboo Fly Rod Building- Gratuit
- Avis de Lecteurs
- avis et commentaires des lecteurs
- Achat Commande
- Acheter une canne
- Contact
- Formations
- Stage Construction
- Ouvrages épuises
- L'ancienne édition de La canne à mouche
- Si vous prenez la mouche
- Peintures sur soie
- Abat-jour

- Foulard

Les colles pour les bambous
Les types de colles pour bambou
Nous n’avons jusqu’ici utilisé que deux types de colles; les époxy et les résorcines.
Note 2006: : depuis, il y a les polyuréthanes. Elles sont moins puissantes que les époxy ou les résorcines, mais ont l’avantage de s’expanser dans les alvéoles, renforçant ainsi la cohésion et la solidité. Elles sont toutefois un peu fragiles pour les assemblages "en sifflet".Les époxy
Essentiellement l’Araldite Standard, bien mélangée dans un petit récipient reposant sur des glaçons afin de retarder la prise. L’avantage de cette colle est qu’on n’a pas besoin de trop se presser, tant pour l’encollage que pour l’assemblage et le dressage de l’élément.
Son emploi est facile et on la trouve partout. Il faut seulement veiller à ce qu’elle soit fraîche, donc de stockage récent. C’est de plus la meilleure colle pour toute réparation à faire sur une canne.
Mais l’inconvénient existe, et tient essentiellement au fait que la colle époxy est sensible à la chaleur, ce qui rend difficile le dressage à chaud d’un élément collé. Il reste toutefois possible de redresser un élément à l’aide d’un sèche-cheveux. Pour la même raison, une canne assemblée à la colle époxy supporte assez mal les voitures l’été, sans qu’il faille exagérer sa fragilité à ce niveau.
Les résorcines
Ce sont des résines composées d’un liquide transparent ou d’une poudre blanche et d’un liquide épais brun-rouge, mélangés dans des proportions variables selon les fabricants.
Il en existe de deux sortes les "normales" et les "estivales". Les secondes sont préférables car elles ont une prise de colle moins rapide (la prise de la résorcine "normale" intervient en moyenne à peine dix minutes après l’encollage, ce qui est fort peu).
Cette colle est très puissante et, une fois stabilisée (quelques jours), elle permet les redressements à chaud, toujours dangereux avec les résines époxy.
Il y a toutefois des inconvénients dans l’utilisation des résorcines: le plus petit défaut, la plus petite esquille, et le joint de collage se voit, de couleur brun-rouge. Ce défaut est surtout visible avec les éléments de couleur claire, ce qui est peu fréquent avec les cannes imprégnées; la prise est plus rapide, nous l’avons déjà dit, qu’avec des colles époxy, et donc on a moins de temps pour assembler et faire un premier dressage.
Dans le cas de résorcine "estivale", on dispose de 15’ à 30’ selon la température ambiante. C’est assez peu mais suffisant lorsqu’on utilise une machine à assembler.
Cette colle se distribue en pots de 1 à 25 kilogrammes pour la résine. C’est trop si l’on songe qu’on en utilise très peu à chaque fois (à peine 50 grammes de mélange, dont la majorité sera perdue) et que la résine n a qu’une durée de vie assez brève : environ 18 mois dans un endroit frais et à l’abri de la lumière; c’est une colle très salissante et qui a un effet relativement corrosif sur les mains.
Les qualités l’emportent sur les défauts, même si je me remets à apprécier l’Araldite et sa facilité d’emploi.
Les distributeurs de résorcine enjoignent dans leurs notices d’effectuer le mélange des éléments par parties pondérales ou volumétriques. Nous préférons la première solution. D’autre part, il existe plusieurs durcisseurs, selon leur degré de viscosité et de thixotropie.
Après plusieurs essais, et quelques déboires, nous nous sommes fixés un durcisseur qui donne au mélange une viscosité moyenne comprise entre 1500 et 3500 CPO (viscosimètre Brookfield RVT à l0t/mn). Il est souvent utile de tamiser la poudre.
La machine à assembler les bambous
Les photos en expliquent le fonctionnement; quant au plan on le concevra, en ce qui concerne les dimensions, selon le diamètre des poulies dont on dispose. Les parties importantes de la machine sont en laiton, en particulier les berceaux, afin de se nettoyer plus facilement (effets corrosifs de la résorcine); on peut imaginer de construire la machine en duralumin.
Les parties de berceaux sur lesquels repose l’élément en cours d’assemblage sont recouvertes de plastique afin de protéger les arêtes vives du bambou.
Ces dernières années j'ai apporté un certain nombre de modifications sur deux points essentiels, à la machine de Garrison qui ne me donnait pas entièrement satisfaction.
Le premier est la suppression de la courroie dont la fabrication, malgré le procédé de courroie sans nœud, pose toujours des problèmes. Il est remplacé par un moulinet d'un côté, et une bobine réceptrice de l'autre, dont la manivelle entraîne un fil tressé, que nous appellerons câble, en provenance du moulinet.
Ce moulinet doit avoir un frein efficace et régulier: toute variation de tension du câble d'entraînement se traduit par une amorce de vrillage, de même que tout freinage intempestif du fil de ligature.
Pour ce qui est du câble, il doit avoir deux qualités contradictoires: être le plus fin possible malgré une résistance élevée, et en même temps avoir suffisamment de "grain" pour ne pas glisser sur un élément, ce qui provoquerait un vrillage.
L'avantage du système moulinet/bobine réceptrice, c'est qu'on n'a pas de risque de voir la courroie patiner comme cela peut se produire dans le système de Garrison.
Description et construction de la machine à assembler.
La bâti de la machine est fait à partir d'une tôle de laiton ou d'alu (dimensions 30 x 25 cm) pliée, sur laquelle sont fixés un certain nombre d'éléments:
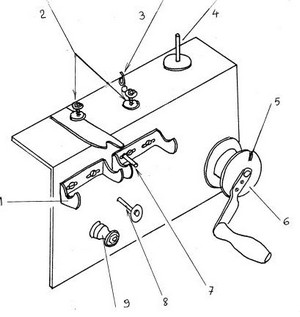
*1-Des berceaux à écartement réglable;
*2-Serre-fil de ligaturage.
*3-"Queue de cochon"
*4-Porte-bobine de fil à ligaturer.
*5-Fente de fixation
*6-Bobine réceptrice
*7-Petite tige amovible.
*8-Passage du retour du câble vers la bobine réceptrice.
*9-Poulie de guidage d'arrivée du câble.

La machine prête à fonctionner
Les photos suivantes représentent la machine en position "tourne à gauche " et ‘’tourne à droite’’, avec le détail de passage du câble.
La fixation du fil de ligature (une boucle serrée très fort) se fait après passage du premier enroulement du câble autour des brins assemblés, puis on fait le deuxième enroulement du câble de façon à ce que la boucle du fil à ligaturer se trouve au milieu des spires du câble.
Un avantage considérable de cette transformation est que la machine est plus simple et facile à construire. Outre la petite tige anti-fléchissement à droite du berceau de droite (voir fiche Banqdo), le fait que la distribution du fil d'enroulement se fasse parfaitement et sans à-coup joue beaucoup dans le résultat; on veillera en particulier à ce que la tension donnée par le câble d'entraînement soit toujours nettement supérieure à celle du fil de ligature, et que cette tension de ce câble devienne moins importante quand on s'approche de la tête de scion.
Pour ceux qui restent fidèles à la courroie sans fin, le croquis d'après Planing Form (Arbeider), décrit un bon moyen de fabriquer soi-même une courroie sans fin qui soit solide et surtout sans épissure formant une surépaisseur.


Position tourne à gauche Position tourne à droite

Canne refendu©2007 -